
Integrally Reinforced Nozzles
While visiting a client I was pleasantly surprised to see several tanks constructed with integrally reinforced nozzles. Everyone knows that I like to avoid designing with nozzle pads whenever possible. Integrally reinforced nozzles give the additional reinforcement necessary to resist membrane stress at the nozzle intersection without the negative repercussions of using nozzle pads.
In the past I had to use spreadsheets to manipulate the nozzle calculations to account for integral reinforcement. Now I can easily model these nozzles with the “Insert (Q) Lip” option in COMPRESS.
Notice that I don’t give up much stress resistance by using a 12” integrally reinforced nozzle over a 12” nozzle with nozzle pad.

Do You Need to Multiply Welded Pipe Allowables by 0.85?
Do you need to multiply welded pipe material allowables by 0.85?
I get a lot of questions regarding the allowable stresses for various material product forms. The one I’ve been asked about a lot recently is whether or not the allowable stress for welded pipe needs to be multiplied by 0.85.
The answer is, probably not, but it depends. You really need to take a look at the material notes for your welded pipe material in ASME Section II, Part D. This will reveal whether or not the lookup allowable in ASME Section II, Part D has already been multiplied by 0.85. Let’s take a look at a couple of the notes in Table 1A:
G24: This note indicates that the 0.85 has already been applied to the allowable stress. You do not need to multiply the allowable stress by 0.85 again. In this example the allowable stress lookup of 14,600 psi can be used directly in circumferential stress equations.
W12: This note indicates that the 0.85 has not been applied to the allowable stress. You need to multiply the allowable stress by 0.85 if the welded pipe was created without using filler metal. In this example the lookup of 21,400 psi was multiplied by 0.85 to achieve the 18,190 psi allowable used in the circumferential stress equations.
The ASME Section II, Part D material notes are not just informational, they can directly affect the allowables you used in stress equations.

Allowable Stress Rounding Rules Changed in 2007
Did you know that the rounding rules for allowable stresses in ASME Section II-D changed in 2007?
If you are anything like me you have to run a lot of calculations on older equipment. Making sure I use the correct allowable stress is not always a straightforward task. One ASME Code change I have to remember is to the rounding rules in the 2007 version of ASME Section II-D.
In this example using the latest allowable stress rounding rules results in an unconservative required thickness because the original design was calculated using a lower allowable stress. Please do not accidentally give yourself credit for the newer allowable stress rounding rules when re-calculating older equipment.

Missing Floating Tubesheet Calculations
Does your floating tubesheet heat exchanger have complete calculations?
I have been asked many times to check calculations for floating tubesheet heat exchangers only to find some of them missing. The calculation I see most often omitted is from the shell side pressure acting on the internal floating tubesheet components. The external pressure from the shell side often governs over the internal pressure from the tube side so checking this case is critical.
Many Owner/Operators will accept equipment for service without these calculations performed. Please double-check this case in your floating tubesheet heat exchangers.
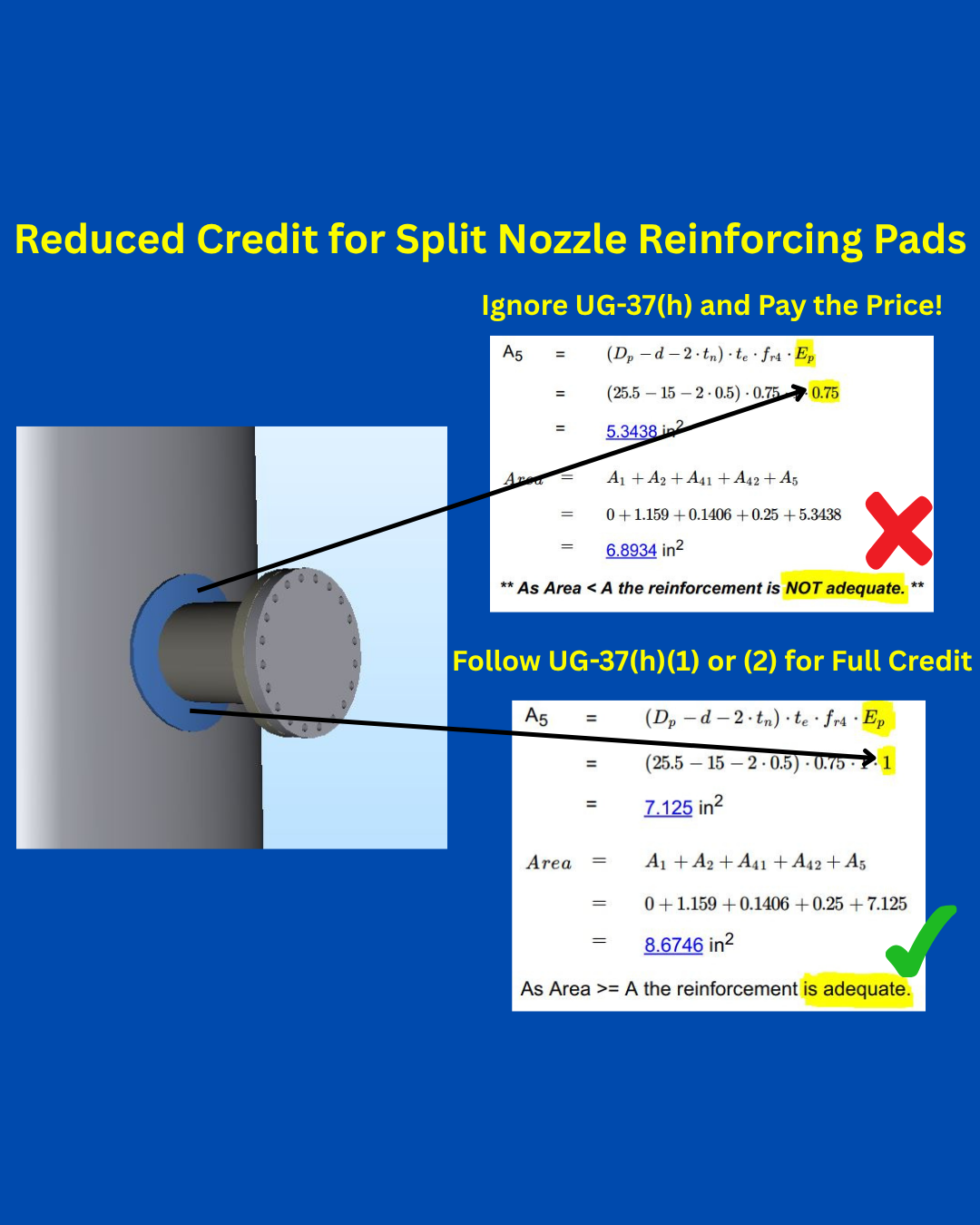
Penalty for Split Nozzle Pads per UG-37(h)
What’s worse than using segmental nozzle reinforcement pads to meet UG-37 area-of-replacement requirements? Only getting 75% credit for the pad area.
People ask me all time to review nozzle calculations and one mistake I often see is with split or segmental nozzle reinforcement pads with weld orientations lined up with the longitudinal axis and with no way to inspect them. I fail a lot of nozzles this way when the reinforcement pad does not give the design engineer the credit for the area that they expect.
That’s right. If you do not satisfy the requirements of UG-37(h)(1) or UG-37(h)(2), only 75% of your nozzle reinforcement pad area may be used in A5. This means that the design engineer needs to put some thought into the design of the reinforcement pad and weld.
Please refer to UG-37(h) for more information regarding segmental reinforcement pads.

High Tube Bundle Replacement MDMT
A Minimum Design Metal Temperature (MDMT) of 100°F (38°C) for a brand new heat exchanger tube bundle installation?
How is this even possible?
I see these in service all the time when an Owner/Operator does not pay attention to the MDMT when replacing carbon steel tube bundles in heat exchangers with an original construction date prior to 1987. The MDMT calculation was not performed on these old tube bundles as they predate the MDMT calculation in the ASME Code.
Many times older exchangers have thick tubesheets constructed with UCS-66 Curve A materials that result in high MDMTs. Pressure-containing equipment with high MDMTs carry a high operational risk as the brittle fracture mode of failure is immediate and catastrophic. Please review the use of UCS-66 Curve A materials in your process. I prefer to upgrade material selection to a UCS-66 Curve C or Curve D material at the next scheduled tube bundle replacement.
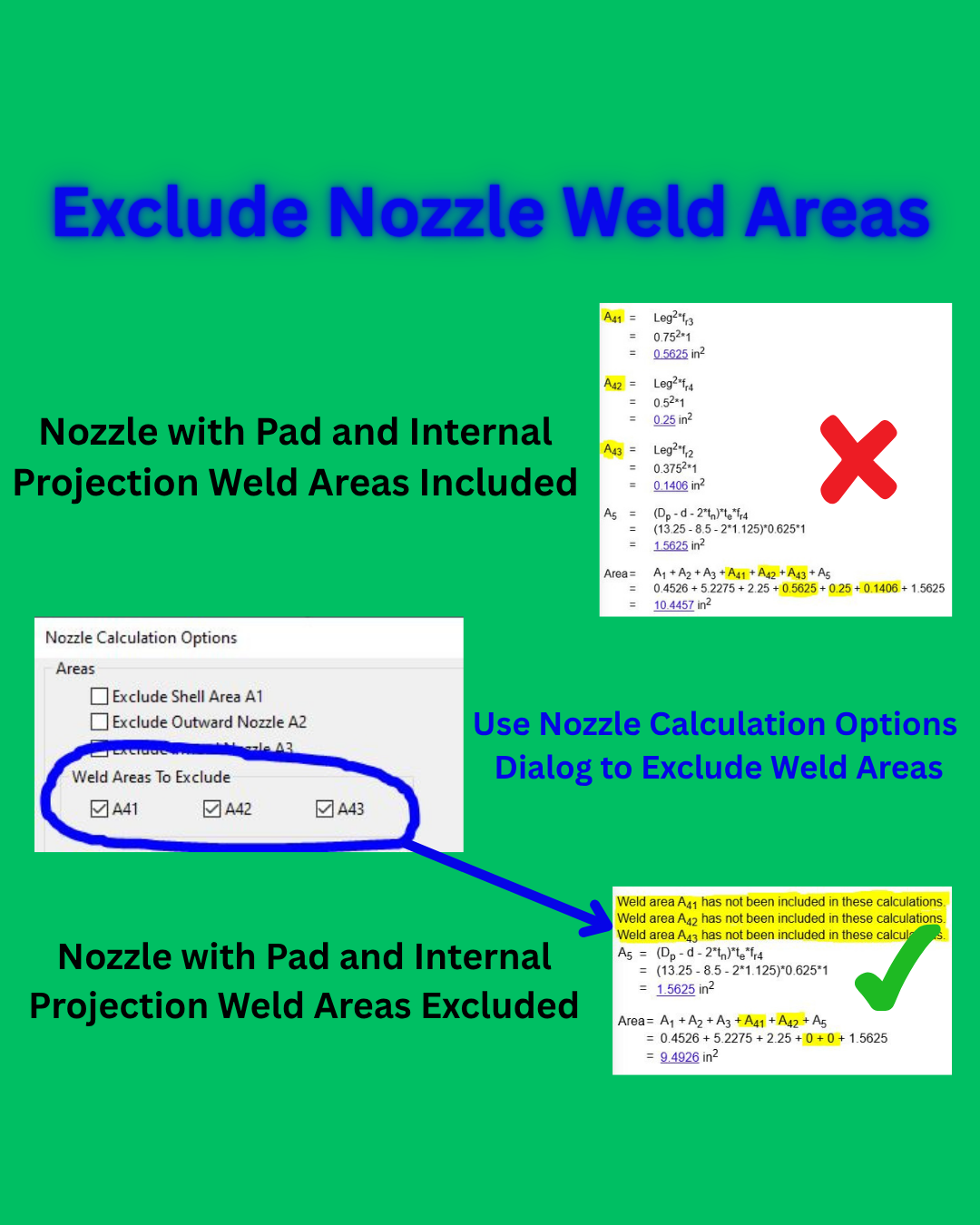
Excluding Weld Areas in UG-37 Calculation
Does your specification sheet require that nozzle weld areas not be included in your UG-37 area of reinforcement calculations?
No problem!
Nozzle and nozzle pad weld areas are easy to remove inside of the Nozzle Calculation Options dialog in COMPRESS. Notice each weld area can be controlled individually, giving maximum flexibility in the calculations.
As we all know, the ASME Code allows weld areas to be included in the area available for reinforcement. However, not all Owner/Operators allow these weld areas to be included in the area available for reinforcement calculations for their equipment. Remove these weld area calculations in COMPRESS without resorting to spreadsheets. Please refer to UG-37 for more information regarding nozzle reinforcement requirements.