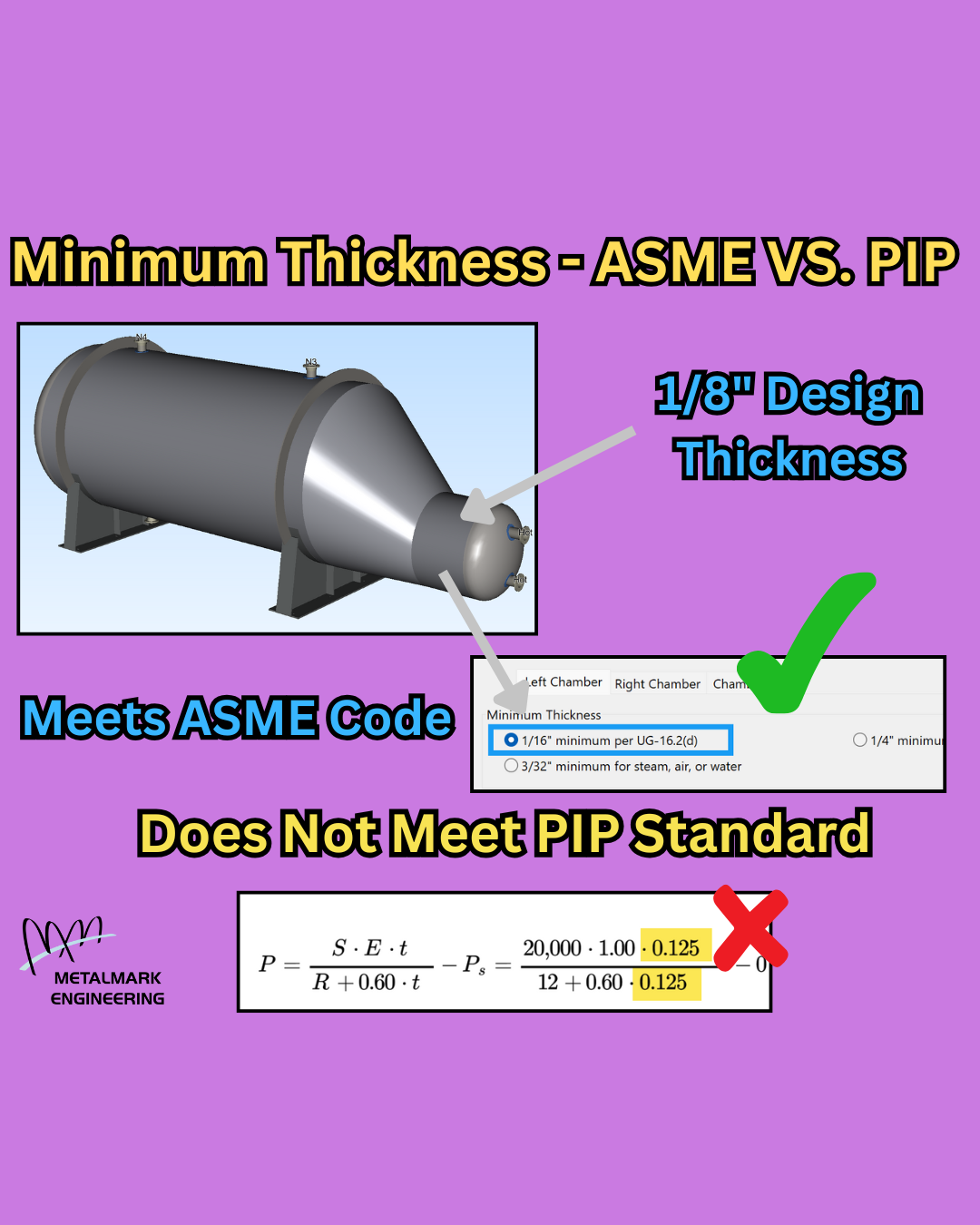
Minimum Thickness - ASME VS. PIP
Valid ASME Code designs rejected by Owner/Operators? It happens all the time when facilities enforce their own specifications, such as Process Industry Practices (PIP) specifications, on top of ASME Code rules.
Let’s take a look at a low consequence vessel designed with a ⅛” port cylinder thickness. Yes, the ASME Code allows for thicknesses as low as 1/16” per UG-16.2(d). However, the PIP Specification requires 3/16” minimum corroded thickness for all heads and shells. This means that facilities governed by the PIP Specifications need to adhere to the 3/16” minimum thickness and NOT the 1/16” thickness per ASME Code.
I love helping Owner/Operators enforce their own specifications because well defined specifications can help ensure facilities run safely and efficiently. Not sure where to start? Metalmark Engineering specializes in creating and maintaining the specifications for facilities just like yours!
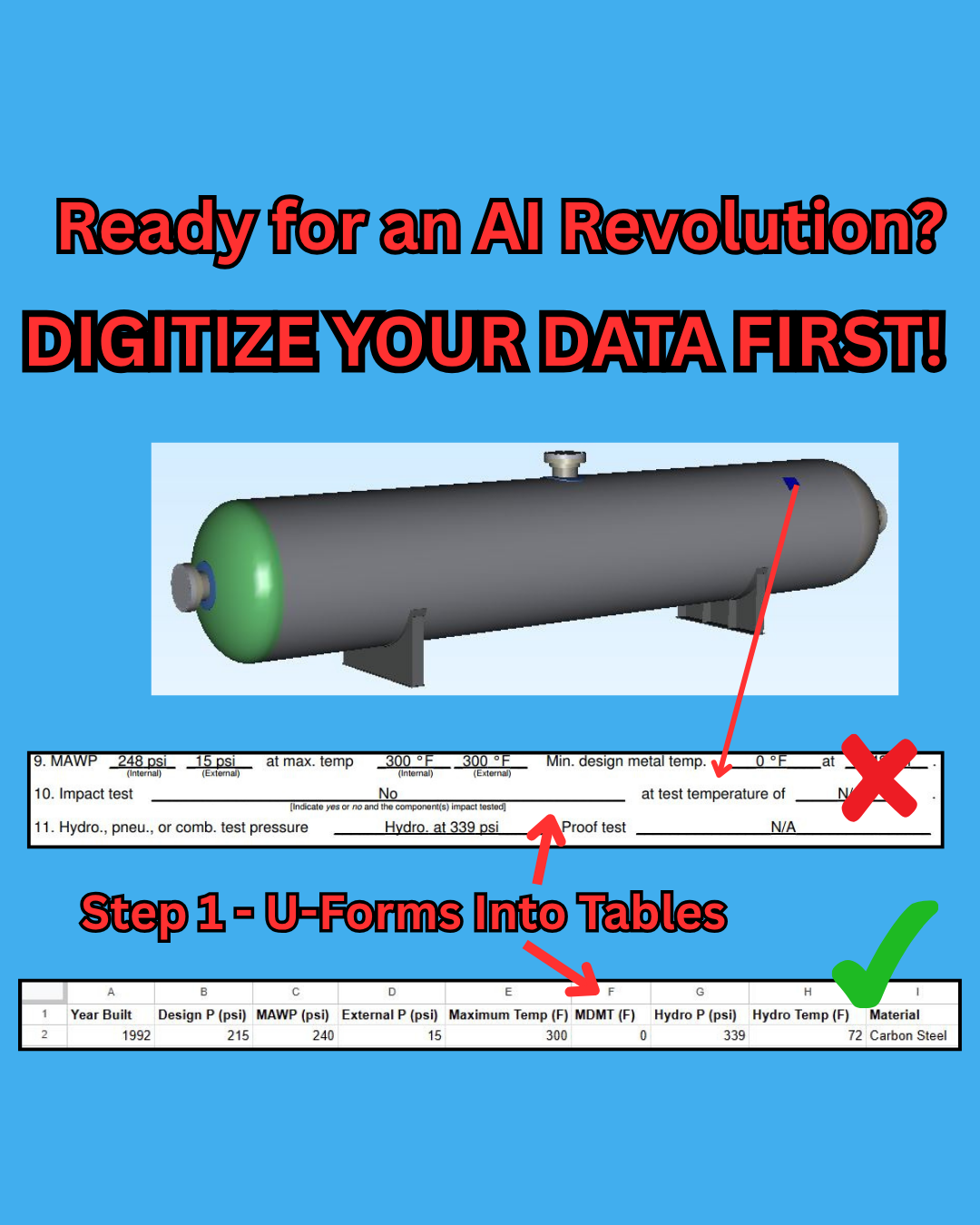
Move Data from U-Forms into Spreadsheets for AI
Are you ready for AI? Your data is not.
One of the big themes of Reuters Downstream 2025 was the use of AI in maintenance and inspection. I found the concept of using AI for predictive analytics in maintenance incredibly intriguing. However, let’s not pretend that your important data is in a format that AI can actually use. You need to digitize your data.
Are your U-Forms sitting in a filing cabinet somewhere?
How about the historical measured thickness data from internal inspections? Are those values just floating around in PDFs?
What about the interesting information found during external inspections? Repairs? Rerates? Derates? FFS assessments? Wouldn’t you want all of that data digitized in a way that makes it easy for AI to pull from?
We all know that AI is the future but AI is only as good as the data you are feeding it. Consider yourself behind if the items listed above are not in a usable, digital format.

Towers Falling During Postweld Heat Treatment (PWHT)
Have you seen a tower fall during Post Weld Heat Treatment (PWHT)?
As crazy as it sounds I’ve seen this occur when PWHT is applied around the circumferential seams of tall towers in the field. The solution is often even crazier as Owner/Operators prefer expensive materials analysis and complex FEA calculations over simple explanations. The fact is the tower behaved exactly as expected as it was never designed to take such loadings at temperature.
So what is actually happening?
1 - The Wind case was not properly considered by the design engineer
2 - The Wind case in the Empty condition was not calculated
3 - The much lower allowable stress in the material at temperature was not considered
4 - Wind loads during PWHT create a large moment that the material was not designed to resist
5 - DOWN IT GOES!!!

Be Careful with RT-4 Vessels in Corrosive Service
I think it’s time we talk about “RT 4” vessels and heat exchangers. I see them everywhere in corrosive processes and highly consequential service and I really wish I didn’t.
So what is “RT 4”? Well “RT 4” simply means that “RT 1”, “RT 2”, or “RT 3” do not apply. It does not mean anything else specifically about what kind of weld inspection was applied to the vessel.
How much radiography or other weld inspection is applied to a vessel marked “RT 4”? Some? None? I don’t know, but probably not a lot. I personally assume that no weld inspection was performed unless proven otherwise. This is where I have a problem with “RT 4” vessels and exchangers. I don’t feel comfortable placing vessels and heat exchangers in service without having some sort of assurance regarding the quality of the welds. When I uncover the root cause of unplanned shutdowns too many times these “RT 4” vessels are to blame.
I consider the cost of maintenance and inspection in my designs and I do not believe any money is saved in the long run by operating “RT 4” vessels.