
Re-Rates and De-Rates using Equivalent Hydrotest Stress
Why use Turnaround EPC, Inc. for your rerate or derate?
Speed in Proving Viability: We quickly determine if your pressure vessel or heat exchanger is a good candidate for a rerate*.
Calculation Accuracy: We are experienced in using the latest software tools to generate the ASME Code calculations required for rerates and derates.
Cost Savings: New pressure vessels and heat exchangers are expensive. Constructing a new vessel may not be necessary if another vessel can be rerated to meet your production needs.
Lead Time: Most new pressure vessels and heat exchangers take months to complete from design to installation. Rerated vessels may be used right away.
Process Experience: We are experienced in identifying API 571 damage mechanisms in process equipment and we understand the types of damage that may necessitate a derate.
Reasons for a pressure vessel or heat exchanger rerate:
Increased production: To increase output, it might be necessary to operate the vessel or heat exchanger at a higher pressure or temperature than the original Maximum Allowable Working Pressure (MAWP).
Process changes: Process evolution may require equipment to be reused in a new process, requiring a different Maximum Allowable Working Pressure (MAWP) for the pressure vessel or heat exchanger than the original design.
Corrosion consideration: Original design calculations may not have considered corrosion and process realities may require a rerate to adequately consider observed process corrosion.
Fitness-for-service assessment: An inspection might reveal that the vessel or heat exchanger has reduced integrity due to local damage, necessitating a reduction in the Maximum Allowable Working Pressure (MAWP).
*Metalmark Engineering PLLC does not consider rerates that require a hydrotest to be good candidates. Most rerates do not require a hydrotest.
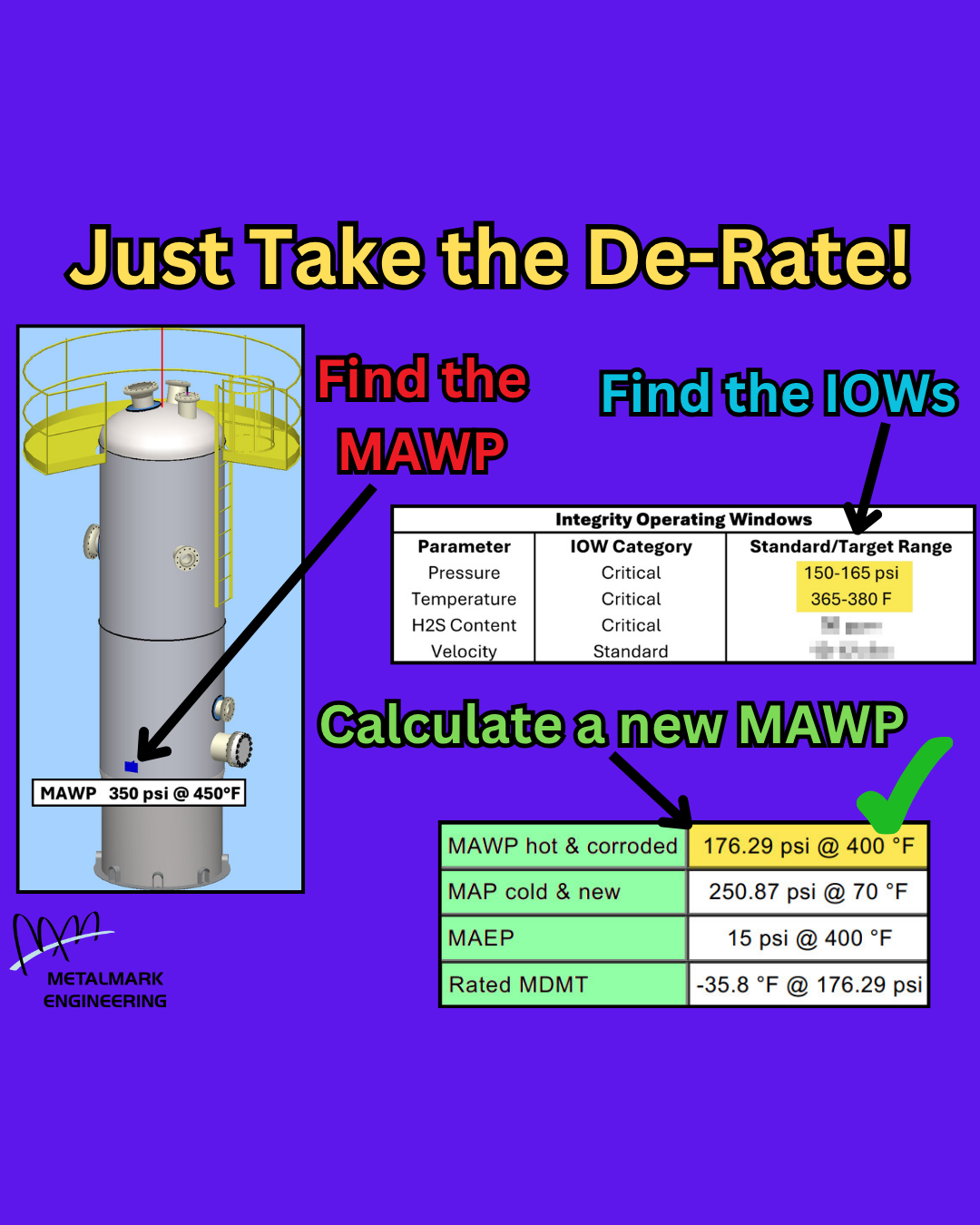
Just Take the Derate!
Fast. Safe. Effective…sometimes it’s easier to just take the De-rate and move on with your life.
I like the nice long inspection interval for internal inspections required per API 510. However, I’ve seen some pretty short inspection intervals for equipment trying to maintain original design pressures. If your original MAWP (Maximum Allowable Working Pressure) is much higher than your current operating pressure, JUST TAKE THE DE-RATE!
Fast - All you need is a set of drawings and your latest inspection reports with thickness readings. Turnaround can help you provide the inspection and thickness readings.
Safe - Reducing the MAWP of your equipment greatly reduces the risk of your facility because it ensures that the pressure on the original stamp is never attempted. Turnaround can provide complete pressure vessel and heat exchanger calculations to derate your equipment.
Effective - Reducing the MAWP of your equipment gets you back onto a normal inspection cycle. Turnaround EPC can help you plan your equipment inspection cycles to maximize uptime.

Location Matters for De-Rates During Turnarounds
Let’s talk about de-rating equipment during turnarounds. Not every jurisdiction allows it.
De-rating in-service equipment greatly lowers operational risk of a facility because it ensures unsafe pressures and temperatures for degraded equipment are no longer available per nameplate. In essence, it prevents C-Suite executives from trying to force any of their unsafe ideas onto unsuspecting operators without immediate pushback. I perform these “Safety De-Rates” as a tool in my turnaround toolbox for mechanical integrity programs in Texas and pretty much everywhere else.
…but not in California. Circular Letter PV-2001-1 makes it clear that de-rates for process safety reasons, or any other reason, during turnarounds are not allowed. I do not and will not perform any de-rates or re-rates in California even though the plethora of decommissioned equipment sitting around makes it tempting.
Thinking about de-rating your equipment for process safety reasons? Turnaround EPC specializes in de-rating heat exchangers and pressure vessels.